RU
RU
 EN
ENВ жизненном цикле любой технологии наступает момент, когда постепенных улучшений становится недостаточно. Для сверления печатных плат этот момент наступил, когда электронная промышленность неуклонно двигалась в направлении миниатюризации. Механическое сверление — основной метод изготовления печатных плат на протяжении десятилетий — уперлось в стену. И это не метафора. Это физическая преграда, определяемая законами механики, материаловедения и неумолимой геометрией постоянно уменьшающихся отверстий.
В QCX Electronic мы наблюдали за этим переходом в ходе тысяч производственных циклов. Понимание причин этого явления и того, как оно меняет возможности ваших проектов, — это то, что должен правильно понимать каждый инженер, работающий с печатными платами HDI.
Почему механическое бурение доминировало так долго
Механическое сверление — это именно то, что подразумевает само название: твердосплавное сверло физически удаляет материал для создания отверстия. Это быстрый, хорошо понятный, экономичный способ для стандартных размеров отверстий, который подходит для широкого спектра материалов плат. Для сквозных переходных отверстий и более крупных слепых/заглушенных переходных отверстий это по-прежнему остается подходящим инструментом.
Этот процесс хорошо работает, пока не возникает необходимость в небольших отверстиях, а именно с диаметром менее 6 мил (примерно 0,15 мм). В этом случае физика начинает работать против вас.
Сверла такой тонкости являются хрупкими. Они ломаются под нагрузкой высокоскоростного вращения в жестких ламинированных материалах. Даже до поломки точность позиционирования ухудшается. Сверло отклоняется. Отверстие смещается от намеченного места. А поскольку диаметр сверла и толщина платы определяют так называемое соотношение сторон — отношение глубины отверстия к его диаметру — существует жесткий предел толщины платы для данного размера сверла, при превышении которого качество покрытия становится ненадежным.
Например, сверло 10 мил обычно не может превышать соотношение сторон около 12:1. Сверло 8 мил ограничено примерно 10:1. При уменьшении до 6 мил максимальное соотношение составляет 8:1. Это не произвольные рекомендации производителей, которые проявляют осторожность — они отражают реальные ограничения того, что можно надежно покрыть гальваническим способом на глубину.
Если ваш проект требует отверстий 4 мил, 3 мил или меньше, механическое сверление просто не является возможным вариантом. Вы попадаете в область применения лазера.
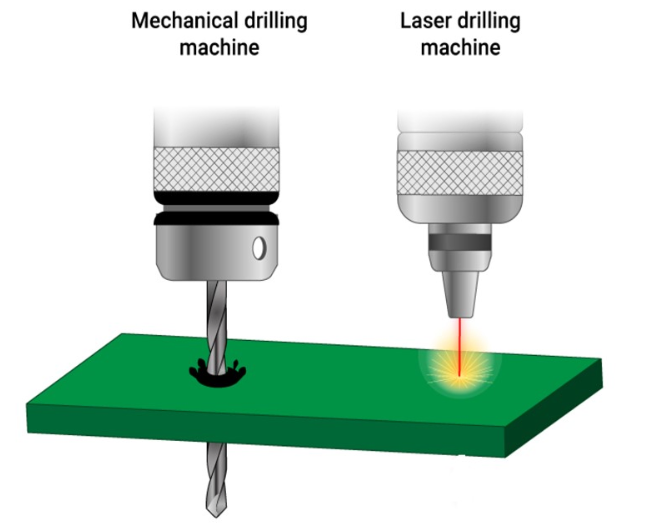
Введите лазер: как работает сверление с помощью УФ и CO₂
Лазерное сверление не удаляет материал с помощью механической силы. Оно абляционно удаляет его — испаряя медь и диэлектрик с помощью контролируемого, точного луча. Это полностью устраняет механические ограничения. Нет сверла, которое может отклониться, нет сверла, которое может сломаться, нет ограничений, обусловленных динамикой вращения.
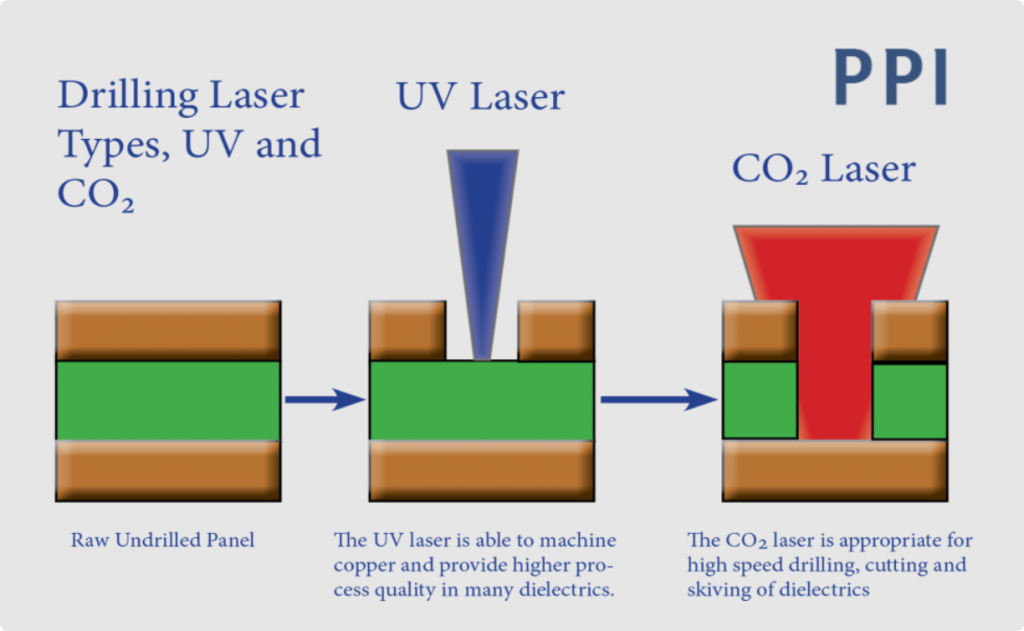
В производстве микропроводок для печатных плат преобладают два типа лазеров:
CO₂ лазеры работают в инфракрасном диапазоне и особенно хорошо подходят для диэлектрических материалов, таких как FR-4, и специальных смол, используемых в слоях HDI. Они быстры, эффективны при удалении органических материалов и хорошо подходят для одноэтапного сверления однослойных слепых переходных отверстий, когда медь предварительно удаляется химическим травлением или механическими средствами.
УФ (ультрафиолетовые) лазеры — как правило, системы Nd:YAG — работают на более коротких волнах с более высокой энергией фотонов. Это дает им возможность непосредственно удалять медь, чего лазеры CO₂ не могут сделать чисто. УФ-лазеры являются лучшим выбором для прямого сверления меди и для материалов, в которых CO₂ может вызвать термическое повреждение или ухудшить качество боковых стенок.
На практике многие высокотехнологичные производственные линии сочетают оба типа лазеров, используя CO₂ для удаления объемных диэлектриков и УФ для медных слоев, что позволяет максимально увеличить производительность без ущерба для точности.
Что делает возможным лазерное сверление
Цифры говорят сами за себя. В то время как механическое сверление достигает минимального диаметра 6 мил, лазерное сверление обычно позволяет получить микроотверстия диаметром 2–3 мил. Соотношение сторон для элементов, просверленных лазером, намеренно поддерживается на низком уровне — обычно ниже 1:1 — что требует тонких диэлектрических слоев, но обеспечивает исключительное качество и надежность покрытия.
Стоит остановиться на требовании к соотношению сторон 1:1. Например, микроотверстие диаметром 3 мил требует диэлектрического слоя толщиной не более 3 мил. Именно поэтому в многослойных печатных платах HDI используются тонкие последовательные слои ламинирования, а не толстые сердечники, применяемые в традиционных многослойных конструкциях. Возможности сверления и архитектура многослойных печатных плат неразделимы — они развивались совместно.
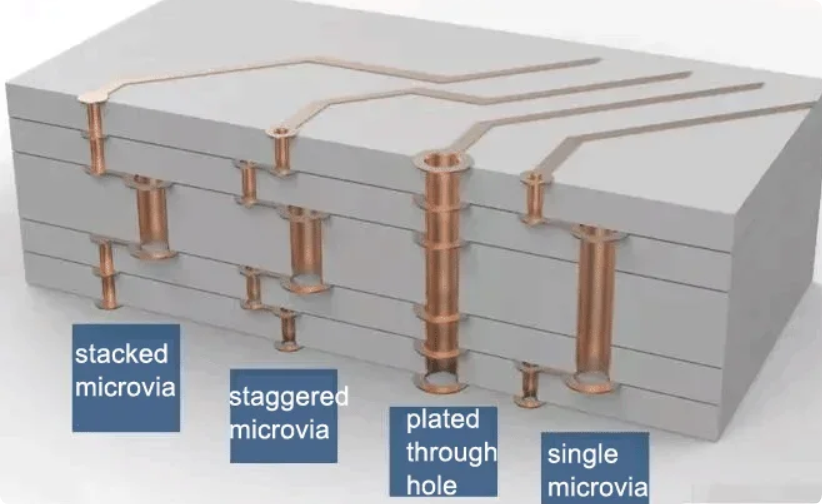
Это открывает возможности для плотности трассировки, которые раньше были просто недостижимы. Микроотверстия могут быть размещены непосредственно под контактными площадками компонентов (via-in-pad), уложены в штабель или в шахматном порядке по нескольким слоям, а также использованы в схемах с распределением сигналов, которые позволяют трассировать плотные компоненты BGA с шагом менее 0,4 мм без чрезмерного количества слоев. Плата становится меньше. Количество слоев остается управляемым. Пути прохождения сигнала сокращаются. Производительность улучшается.
Материальное ограничение, о котором никто не говорит достаточно
Есть одна деталь, которая застает дизайнеров врасплох: не все материалы ламинатов для печатных плат подходят для лазерной сверления. Диэлектрик в слоях HDI-наплавки должен быть специально разработан — или, как минимум, охарактеризован — для лазерной абляции. Стандартный материал сердечника FR-4 поддается лазерной сверлению, но в слоях препрега последовательной ламинации HDI обычно используются модифицированные смоляные системы, часто с более мелким стекловолокном или без стекла (медь с полимерным покрытием, или RCC), специально для обеспечения чистого и равномерного формирования микроотверстий.
Если посмотреть на материалы HDI, поддающиеся лазерной сверлению, под микроскопом, они выглядят похожими на обычные ламинаты. Используются те же типы стеклоткани и химические составы смол. Но их технологические характеристики отличаются в аспектах, важных для качества отверстий, гладкости боковых стенок и надежности последующего этапа медного покрытия. Выбор ламината без подтверждения его совместимости с лазером — это гарантированный способ создать проблемы на этапе изготовления.
В QCX Electronic это одна из первых вещей, которые мы проверяем при рассмотрении конструкций HDI на предмет технологичности. Спецификация материала и процесс сверления должны быть согласованы с самого начала.
Последствия для дизайна: где механика встречается с лазером
В большинстве реальных плат HDI не используется исключительно один из этих методов — используются оба. Внутренние слои ядра, где диаметр переходных отверстий достаточно велик для механического сверления, а соотношение сторон приемлемо, сверлятся традиционным способом. Наращиваемые слои, где микропереходные отверстия соединяют соседние медные слои через тонкие диэлектрики, сверлятся лазером.
Понимание того, какие отверстия относятся к какой категории, имеет важное значение для вашего проекта. Несколько практических моментов:
Лазерные микропереходные отверстия, как правило, являются слепыми. Они соединяют один слой со следующим соседним слоем и останавливаются. Наслоение нескольких микропереходных отверстий для достижения соединений между несколькими слоями требует последовательного ламинирования — сверления и покрытия одного слоя за раз перед добавлением следующего наслоения. Это влияет как на стоимость, так и на сроки изготовления.
Размер контактной площадки зависит от диаметра переходного отверстия. Лазерные микропереходные отверстия позволяют использовать более мелкие контактные площадки и кольцевые кольца, что отчасти обеспечивает плотность трассировки, которая делает HDI целесообразным. Но требования к кольцевым кольцам не исчезают полностью — они просто пропорционально уменьшаются.
Лазерное сверление не является более медленным; оно является параллельным. Современное оборудование для лазерного сверления обрабатывает несколько отверстий одновременно с помощью импульсных лазеров с высокой частотой повторения. Производительность на полях микроотверстий может быть конкурентоспособной по сравнению с механическим сверлением при эквивалентном количестве отверстий, хотя сложные наложения с последовательными этапами ламинирования увеличивают общее время цикла.
Практическое решение: когда следует указывать микропереходные отверстия
Если требования к шагу компонентов, площади платы и целостности сигнала могут быть удовлетворены с помощью сквозных переходных отверстий и стандартного механического сверления, это обычно более экономичный вариант. Лазерное сверление и конструкция HDI увеличивают сложность процесса и стоимость.
Но когда вы работаете с BGA с мелким шагом, разъемами высокой плотности или RF-конструкциями, где длина трассировки и эффекты переходных отверстий имеют решающее значение, микропереходные отверстия не являются дополнительным улучшением — они являются обязательным требованием. Без них расчет трассировки просто не работает.
Переход от механического сверления к лазерному не был тенденцией, обусловленной новизной. Он был вызван тем, что у отрасли закончились варианты. Сегодняшние печатные платы существуют в пространствах, которые стали доступными благодаря лазерному сверлению, и для любой серьезной работы по проектированию HDI понимание обоих методов — их ограничений, их взаимодействия с выбором материалов и их влияния на конструкцию слоев — является фундаментальным знанием.